

-
摘要:
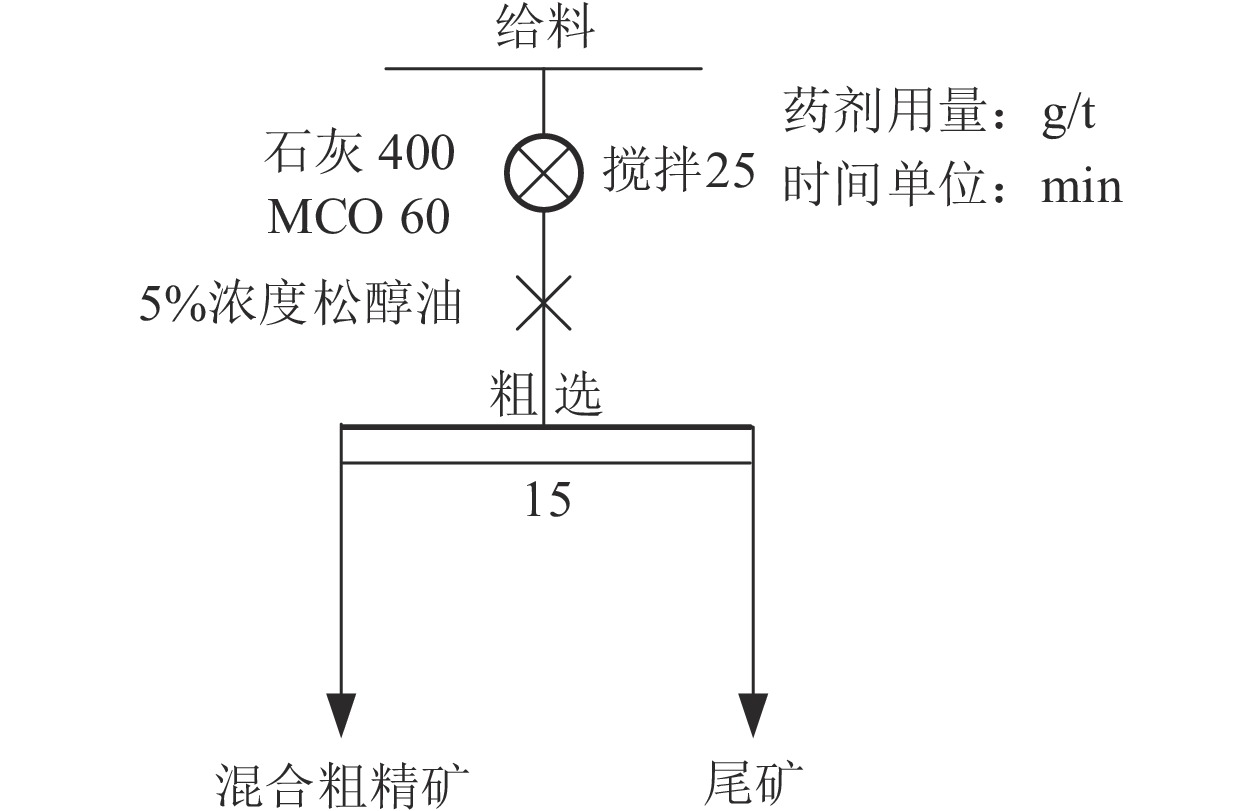
针对云南普朗斑岩型铜矿难磨难选的特点,在分析矿石性质的基础上进行粗颗粒水力浮选实验。矿石中的铜主要以黄铜矿形式赋存,钼主要以辉钼矿形式赋存,脉石矿物主要为石英及钠/钙长石。采用HydroFloat水力浮选机对粗颗粒铜钼矿进行混合浮选,达到抛尾目的,减少后续磨矿能耗。HydroFloat水力浮选机在传统流化床的基础上引入气泡,通过复合力场使粗颗粒悬浮后随气泡上升达到分选目的。经水力浮选后,可从铜品位0.39%和含钼0.009%的原矿浮选得到铜品位为0.73%、回收率为95.84%,钼品位为0.016%、回收率为92.05%的铜钼混合粗精矿,抛尾率可达48.80%。
Abstract:Porphyry copper mine from Yunnan is refractory both in grinding and separation. HydroFloat separation method was employed for coarse particle flotation based on the analysis of ore properties. The target minerals are clopyrite and molybdenite, and gangue minerals mainly quartz and sodium/calcium feldspar. After screening, bulk flotation was conducted with HydroFloat to cast away coarse gangue minerals, which subsequently reduce the energy consumption of further grinding. HydroFloat flotation induces air bubbles based on the traditional fluidized beds, where the suspended coarse particles rise along with bubbles under compound force field. With a tailing disposal rate of 48.80%, the grade of copper increased from 0.39% to 0.73% with a recovery of 95.84%, and the grade of molybdenum increased from 0.009% to 0.016% with a recovery of 92.05%.
-

-
表 1 原矿多元素分析结果
Table 1. Multi−element analysis results of raw ore
/% 元素 Cu Mo Mg Si S Fe Na Ti K Ca 含量 0.36 0.008 1.57 29.77 0.38 2.32 2.14 0.62 3.73 2.41  下载: 导出CSV
下载: 导出CSV
表 2 铜物相分析结果
Table 2. Copper physical phase analysis results of raw ore
/% 铜物相 原生硫化铜 次生硫化矿 游离氧化铜 结合氧化铜 合计 铜含量 0.32 0.05 <0.005 <0.005 0.37 分布率 86.49 13.51 — — 100.00
下载: 导出CSV
表 3 不同粒级给料水力浮选实验结果
Table 3. Results of different particle size test of hydrofloat
粒级/μm 产品 产率/% 品位/% 回收率/% Cu Mo Cu Mo −830+150 混合粗精矿 23.79 0.96 0.023 63.43 60.79 尾矿 76.21 0.17 0.005 36.57 39.21 原矿 100.00 0.36 0.009 100.00 100.00 −830+106 混合粗精矿 25.79 1.04 0.022 68.77 63.04 尾矿 74.21 0.16 0.004 31.23 36.96 原矿 100.00 0.39 0.009 100.00 100.00 −500+150 混合粗精矿 28.80 0.92 0.023 66.24 69.00 尾矿 71.20 0.19 0.004 33.76 31.00 原矿 100.00 0.40 0.010 100.00 100.00 −500+106 混合粗精矿 31.69 0.98 0.021 77.64 73.94 尾矿 68.31 0.13 0.003 22.36 26.06 原矿 100.00 0.40 0.009 100.00 100.00
下载: 导出CSV
表 4 捕收剂种类实验结果
Table 4. Results of collector type tests
/% 药剂种类 产品 产率 品位 回收率 Cu Mo Cu Mo 丁基黄药 粗精矿 35.55 0.94 0.021 83.54 82.04 尾矿 64.45 0.10 0.003 16.46 17.96 原矿 100.00 0.40 0.009 100.00 100.00 MCO 粗精矿 29.93 1.10 0.026 84.42 83.68 尾矿 70.07 0.09 0.002 15.58 16.32 原矿 100.00 0.39 0.009 100.00 100.00 丁铵黑药 粗精矿 25.05 1.28 0.028 78.20 78.81 尾矿 74.95 0.12 0.003 21.80 21.19 原矿 100.00 0.41 0.009 100.00 100.00
下载: 导出CSV
-
[1] 祁梦瑶, 彭伟军, 曹亦俊, 等. 硫化铜钼矿浮选分离抑制剂研究进展[J]. 金属矿山, 2023(8): 1−16.
QI M Y, PENG W J, CAO Y J, et al. Research progress of flotation separation depressants for copper−molybdenum sulfide ore[J]. Metal Mine, 2023(8): 1−16.
[2] 宋翔宇, 张红涛, 许来福, 等. 铜钼分离工艺研究现状与展望[J]. 有色金属(选矿部分), 2022(6): 92−101+114.
SONG X Y, ZHANG H T, Xu L F, et al. Research status and prospect of Cu−Mo separation technology[J]. Nonferrous Metals(Mineral Processing Section), 2022(6): 92−101+114.
[3] 江少卿. 全球铜矿资源分布[J]. 世界有色金属, 2018(2): 1−3.
JIANG S Q. Distribution of copper resources in the world[J]. World Nonferrous Metals, 2018(2): 1−3.
[4] ESKDALE A E, SMITH D J, ENE V V, et al. Economic by−products in copper porphyries: silver in the ascutita Cu−porphyry, Romania[J]. Ore Geology Reviews, 2022, 150: 105135. doi: 10.1016/j.oregeorev.2022.105135
[5] 刘鑫鑫, 章晓林, 许兴隆. 辉钼矿浮选中铜铅抑制剂及其抑制机理研究进展[J]. 化工矿物与加工, 2024, 53(6): 65-75.
LIU X X, ZHANG X L, XU X L. Research progress of copper lead depressants and their inhibition mechanism in molybdenite flotation[J]. Industrial Minerals&Processing, 2024, 53(6): 65-75.
[6] 杨孟月, 韩百岁, 宋宝旭, 等. 铜钼分离抑制剂研究进展[J]. 有色金属(选矿部分), 2023(2): 173−182.
YANG M Y, HAN B S, SONG B X, et al. Research progress of depressants in separation of copper and molybdenum[J]. Nonferrous Metals(Mineral Processing Section), 2023(2): 173−182.
[7] 杨晓峰, 刘瑶瑶. 铜钼矿浮选研究现状与进展[J]. 矿冶, 2021, 30(6): 42−47.
YANG X F, LIU Y Y. Research status and progress of flotation of copper−molybdenum ore[J]. Mining and Metallurgy, 2021, 30(6): 42−47.
[8] 聂世华. 某低品位铜钼矿石浮选试验研究[J]. 现代矿业, 2023, 39(6): 185−189.
NIE S H. Flotation test research of a low−grade copper−molybdenum ore[J]. Modern Mining, 2023, 39(6): 185−189.
[9] 梁泽跃, 彭远伦, 李崇德. 提高普朗铜矿一期斑岩型铜矿石选矿指标的试验研究[J]. 有色金属(选矿部分), 2020(3): 24−28.
LIANG Z Y, PENG Y L, LI C D. Experimental study on improving beneficiation index of phase I porphyry copper ore in pulang copper mine[J]. Nonferrous Metals(Mineral Processing Section), 2020(3): 24−28.
[10] CHELGANI S C, PARIAN M, PARAPARI P S, et al. A comparative study on the effects of dry and wetgrinding on mineral flotation separation−a review[J]. Journal of Materials Research and Technology, 2019, 8(5): 5004−5011. doi: 10.1016/j.jmrt.2019.07.053
[11] HUBBARD A. Colloidal science of flotation, Anh V. Nguyen and Hans Joachim Schulze, Marcel Dekker, New York, 2004, 850 pages[J]. Minerals Engineering, 2004, 17(6): 839. doi: 10.1016/j.mineng.2004.04.008
[12] 卢寿慈. 粗粒浮选理论、工艺及设备[J]. 国外金属矿选矿, 1982(10): 47−53.
LU S C. Theory, technology and equipment of coarse flotation[J]. Metallic Ore Dressing Abroad, 1982(10): 47−53.
[13] KOH P T L, SMITH L K. The effect of stirring speed and induction time on flotation(Article)[J]. Minerals Engineering, 2011, 24(5): 442−448. doi: 10.1016/j.mineng.2010.12.007
[14] JAMESON G J. Advances in fine and coarse particle flotation[J]. Canadian Metallurgical Quarterly, 2010, 49(4): 325−330. doi: 10.1179/cmq.2010.49.4.325
[15] KROMAH V, POWOE S B, KHOSRAVI R, et al. Coarse particle separation by fluidized−bed flotation: a comprehensive review[J]. Powder Technology, 2022, 409: 117831.
[16] GEORGES−FILTEAU D, BOUCHARD J, DESBIENS A. A dynamic model of fluidized−bed flotation[J]. IFAC−Papers OnLine, 2019, 52(14): 66−71. doi: 10.1016/j.ifacol.2019.09.165
[17] GALVIN K P, DICKINSON J E. Fluidized bed desliming in fine particle flotation − part Ⅱ: flotation of a model feed[J]. Chemical Engineering Science, 2014, 108(1): 299−309.
[18] JAMESON G J. New directions in flotation machine design (Conference Paper)[J]. Minerals Engineering, 2010, 23(11/12/13): 835−841. doi: 10.1016/j.mineng.2010.04.001
[19] J M M, H L G. Air−assisted density separator device and method: US19990276212[P]. 1999-03-25.
-











图(12)
表(4)
计量
- 文章访问数: 333
- PDF下载数: 40
- 施引文献: 0